扣压式胶管总成是液压系统、工程机械及流体传输领域的关键连接部件,通过高精度扣压工艺将金属接头与胶管紧密结合,兼具耐高压(可达60MPa)、抗脉冲和动态弯曲性能。本文从结构设计原理、制造工艺控制及工业应用选型三方面展开分析,为工程实践提供技术指导。
一、结构设计原理:多层协同与接头适配性
扣压式胶管总成的性能取决于胶管与接头的结构匹配性及扣压工艺的可靠性:
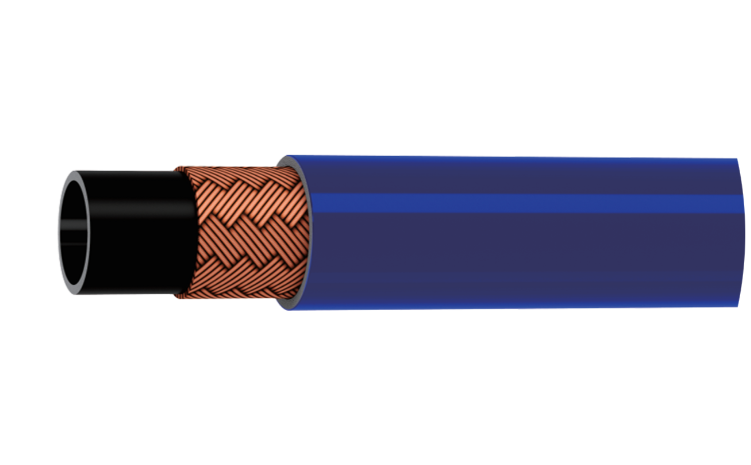
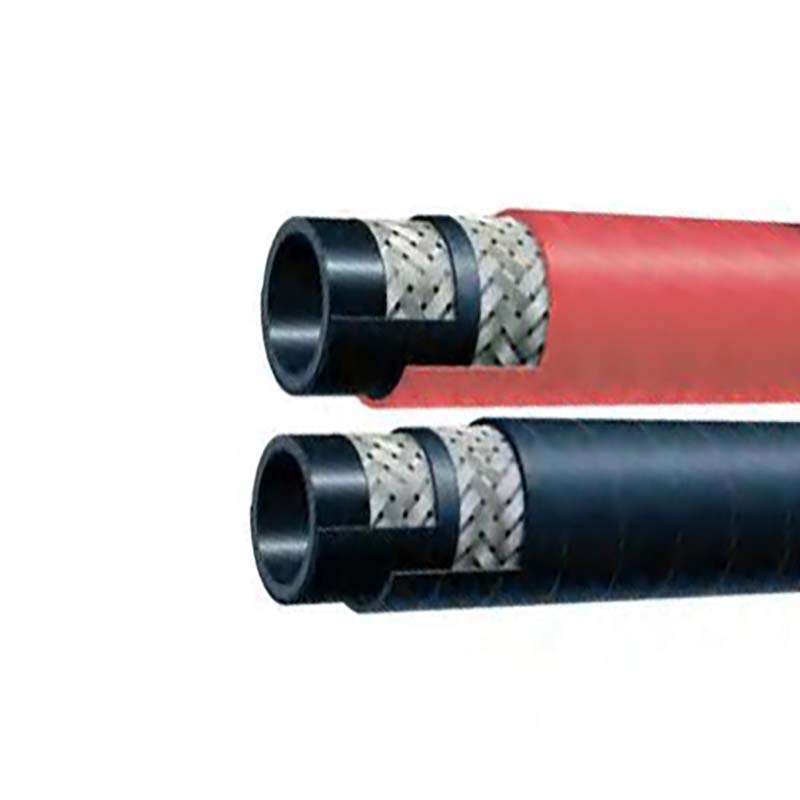
- 胶管本体结构:
- 内胶层:采用丁腈橡胶(NBR)、氢化丁腈(HNBR)或氟橡胶(FKM),厚度2~5mm,耐油、耐酸碱(适用温度-40℃~150℃)。
- 增强层:4~6层高强钢丝(直径0.3~0.6mm)以54°~56°编织角交错缠绕,抗拉强度≥2500MPa,爆破压力≥4倍工作压力(ISO 1436标准)。
- 外胶层:氯丁橡胶(CR)或聚氨酯(PU),表面添加抗紫外线剂和耐磨颗粒,满足ISO 4649磨耗量≤100mm³。
- 金属接头设计:
- 材质选择:碳钢(表面镀锌/达克罗)、不锈钢(304/316L)或黄铜,硬度HRC 22~30,耐盐雾≥720h(ASTM B117)。
- 扣压区结构:锯齿形或波浪形沟槽设计,深度0.8~1.2mm,提升胶管与接头的结合力(抗拉强度≥胶管本体强度的80%)。
- 密封形式:24°锥面密封(SAE J514)、O型圈密封(AS568标准)或平面密封,适配不同压力等级(10~60MPa)。
- 扣压工艺参数:
- 扣压量计算:根据胶管外径、增强层厚度及接头材质,扣压压缩率控制在15%~25%(ISO 3861)。
- 模具匹配:六瓣模或全周模结构,模具内径公差±0.02mm,避免扣压后胶管偏心或分层。
二、制造工艺控制:精度与可靠性保障
扣压式胶管总成的制造需严格把控材料、工艺及检测环节:
- 胶管切割与预处理:
- 激光切割:切口平整度≤0.1mm,角度垂直度≤1°,避免增强层钢丝散头。
- 胶管端部打磨:去除外胶层0.5~1mm,露出钢丝增强层,粗糙度Ra≤6.3μm。
- 扣压工艺关键点:
- 预装定位:接头插入胶管后,采用气动工装定位,同轴度偏差≤0.1mm。
- 动态扣压:多级压力控制(10~50MPa),扣压速度≤5mm/s,分3~5次加压至目标压缩率。
- 回弹补偿:根据胶管弹性模量(5~15GPa),扣压后保压2~3秒,补偿材料回弹导致的应力松弛。
- 质量检测技术:
- 密封性测试:1.5倍工作压力下保压3分钟(ISO 1402),泄漏量≤0.1mL/min。
- 拉力测试:轴向拉伸至胶管标称内径的15倍(EN 14412),位移量≤3%,接头无脱落。
- X光探伤:检测扣压区钢丝分布均匀性,避免局部空隙率>5%。
三、工业应用选型:适配场景与风险规避
根据工况需求合理选型,可显著提升扣压式胶管总成的寿命与安全性:
- 工程机械液压系统:
- 工况特点:高频脉冲(2~5Hz)、冲击压力峰值达工作压力1.3倍。
- 选型方案:内层HNBR+超高强度钢丝(≥3000MPa),扣压量增加5%,通过SAE J343脉冲测试(≥50万次)。
- 矿山设备高压水输送:
- 工况特点:含固体颗粒(粒径≤2mm)、压力波动范围大(20~40MPa)。
- 选型方案:内层聚氨酯(PU)耐磨衬里,接头表面硬化处理(HV≥800),扣压后外胶层加装护套。
- 化工流体传输:
- 工况特点:介质腐蚀性强(pH 1~14)、温度梯度大(-30℃~120℃)。
- 选型方案:内层FKM+不锈钢钢丝(316L),接头采用316L材质+PTFE密封圈,扣压压缩率降低至12%~18%。