一、UPE化学软管技术特性与结构优势
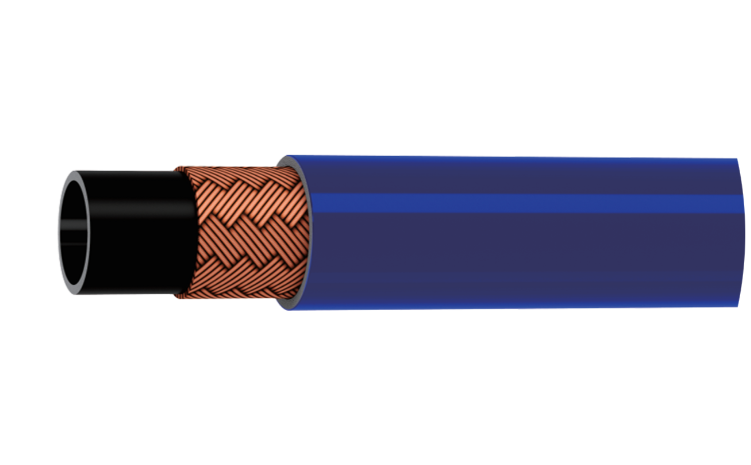
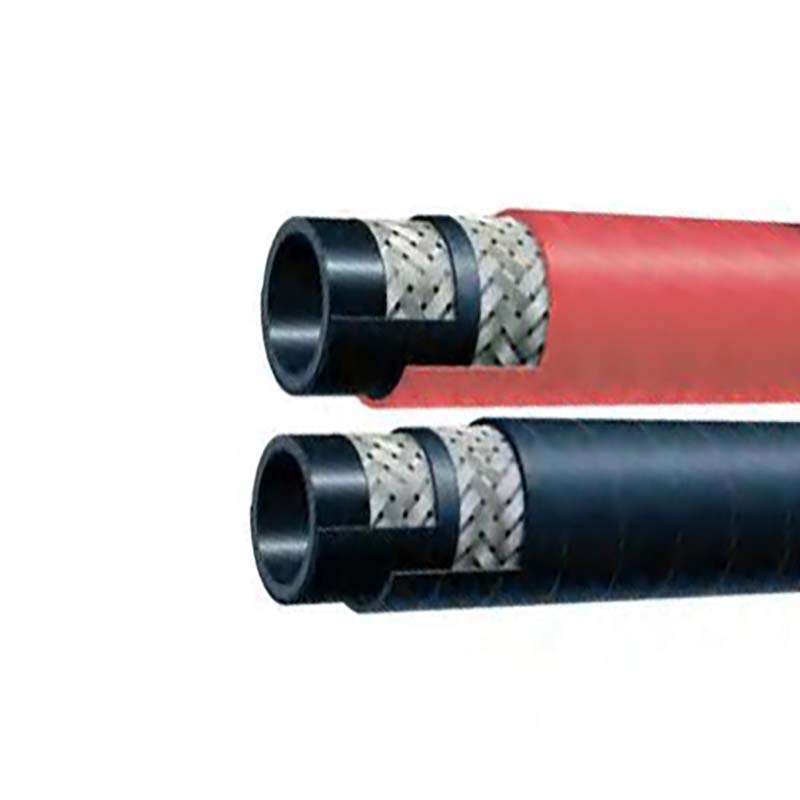
UPE(超高分子量聚乙烯)化学软管采用多层复合结构,内层由分子量150万以上的UPE材料制成,具有独特的分子链结构,使其耐磨性达到普通钢管的4-7倍。增强层通过多层高强力纤维编织与内置螺旋钢丝结合,确保管体在高压工况下的稳定性,爆破压力可达工作压力的5倍以上。外层采用EPDM橡胶或波纹状耐磨涂层,使管体在-40℃至120℃温度范围内保持柔韧性,同时具备抗紫外线老化能力。典型规格涵盖内径13mm至102mm,壁厚根据介质特性可达6-12mm。
在结构设计方面,UPE化学软管通过嵌入抗静电铜丝,有效防止静电积累。内壁光滑度达Ra0.2μm以下,摩擦系数仅0.07,使流体阻力降低60%。实验数据显示,在输送浓度75%的硫酸时,UPE软管年腐蚀率低于0.05mm,使用寿命较传统橡胶软管延长3-5倍。
二、工业软管分类与应用场景
工业软管按材质可分为橡胶、塑料、金属三大类,其中UPE化学软管属于高性能塑料软管分支。以下为UPE化学软管的核心应用场景及技术适配方案:
1. 化工行业腐蚀性介质输送
典型场景:
酸溶液输送
有机溶剂处理
腐蚀性气体抽排
技术适配:
UPE内衬橡胶复合层设计,耐受浓度98%硫酸、30%盐酸等强腐蚀介质
抗静电铜丝嵌入,防止腐蚀性气体环境中的静电火花
2. 食品医药行业洁净输送
典型场景:
食品级液体输送(如牛奶、果汁、啤酒)
制药原料转运
化学品输送
技术适配:
符合FDA 21 CFR 177.1520标准的UPE材料
透明可视化设计,便于实时监控介质状态
内壁镜面抛光(Ra≤0.1μm),降低微生物附着风险
3. 矿业与疏浚工程高磨损介质输送
典型场景:
矿浆输送(如铁矿石、铜矿浆)
尾矿排放(含固量30%-60%)
河道疏浚泥浆抽排
技术适配:
陶瓷颗粒/碳化硅涂层复合内壁,耐磨性提升200%
高强度钢丝缠绕增强层,承受矿浆冲击压力
案例:某铁矿项目采用UPE软管输送粒径15mm的矿浆,使用寿命达1000小时
4. 工程废料处理
典型场景:
垃圾焚烧飞灰浆体输送
废水处理
污泥脱水系统
技术适配:
抗结垢内壁设计,减少污垢沉积
耐温范围扩展至-40℃至150℃,适应不同工况
三、选型与维护关键指标
1. 参数匹配原则
介质兼容性:输送有机溶剂需选用内衬氟橡胶的复合型软管,纯化学介质可采用纯UPE内衬产品。
压力适配:系统工作压力应低于软管标称压力的80%,例如标称2.5MPa的软管,实际使用压力不宜超过2.0MPa。
温度范围:UPE软管标准适用温度为-40℃至120℃,特殊配方可扩展至-269℃至150℃。
2. 安装与维护规范
弯曲半径:DN50软管的小弯曲半径不得小于250mm,否则会导致增强层疲劳断裂。
接头连接:建议采用卡箍式或法兰式连接,扣压接头需保证剥胶长度符合标准,避免损伤增强层。
定期检测:每3个月进行一次水压测试,测试压力为工作压力的1.5倍;每6个月进行一次超声波探伤,检测钢丝层腐蚀情况。