高压喷砂胶管是工业表面处理(如除锈、清洗、涂层预处理)领域的核心设备部件,其性能直接决定喷砂作业的效率、安全性和设备寿命。本文从材料与结构设计、性能要求与测试标准、典型应用场景与选型建议三方面展开分析,为工程技术人员提供专业参考。
一、材料与结构设计:多层复合强化,保障高压环境稳定性
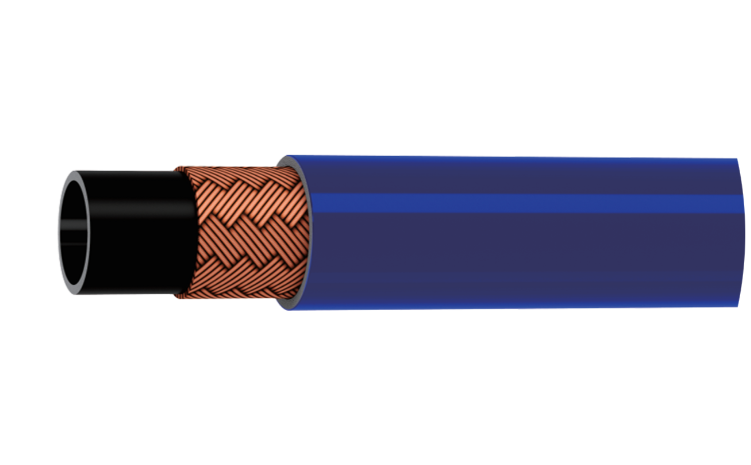
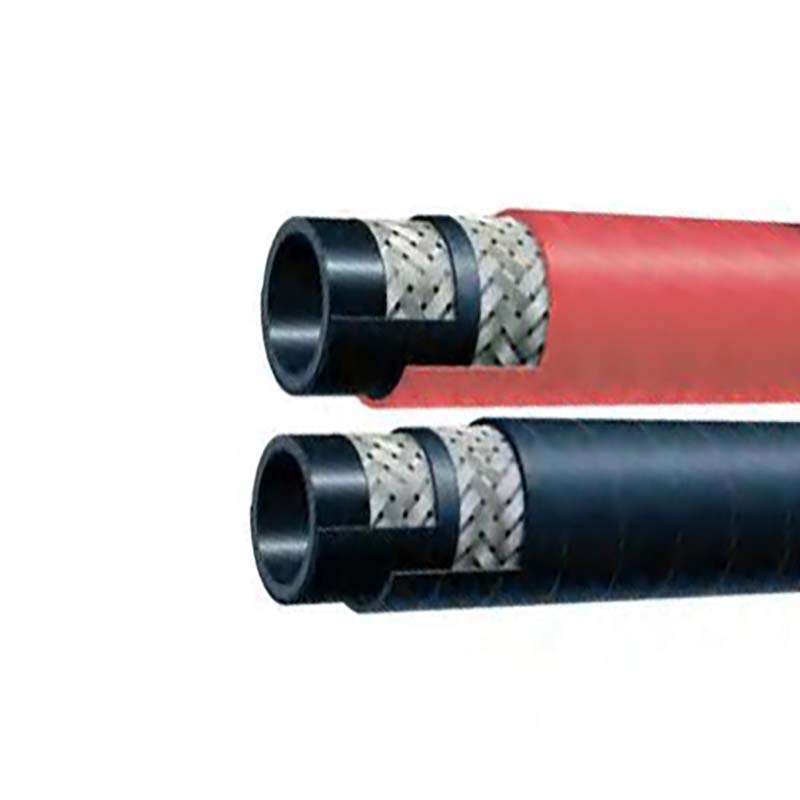
高压喷砂胶管需在极端工况(压力20~50MPa、磨料冲击、高温/低温)下长期稳定运行,其内部结构采用多层复合设计:
- 内胶层:通常采用超耐磨聚氨酯(PU)或丁腈橡胶(NBR),厚度3~6mm,需具备以下特性:
- 高耐磨性:抵抗石英砂、钢丸等磨料的持续冲击;
- 耐化学腐蚀:耐受油污、弱酸碱介质侵蚀;
- 低表面粘附:减少磨料残留,降低堵塞风险。
- 增强层:采用高强合成纤维(如芳纶、涤纶)或钢丝编织层,层数根据压力等级调整(如30MPa需4~6层),确保抗拉强度≥50MPa,爆破压力≥工作压力3倍。
- 外胶层:选用耐候性氯丁橡胶(CR)或EPDM橡胶,厚度2~4mm,需抗紫外线、抗臭氧老化,并具备抗撕裂和抗穿刺能力,适应户外恶劣环境。
设计关键点:胶管弯曲半径需≥管径的8倍,避免折弯导致内层磨损;接头采用双层扣压工艺(如SAE 100R系列标准),防止高压下脱落。
二、性能要求与测试标准:严苛工况下的可靠性验证
高压喷砂胶管的性能需通过国际标准验证,确保其符合工业安全规范:
- 耐压性能:
- 爆破压力测试(ISO 1402):胶管需承受额定压力3倍以上的瞬时压力(如30MPa胶管需通过90MPa测试);
- 脉冲疲劳测试(ISO 6803):在压力波动(0~30MPa)下循环10万次无泄漏。
- 耐磨性:
- 磨耗量测试(ASTM D5964):以石英砂(粒径0.5~1mm)冲击内壁,磨耗量需≤0.1g/cm³(100小时测试)。
- 环境适应性:
- 耐温范围:-40℃~120℃下胶管硬度变化≤10 Shore A;
- 耐油性(ASTM D471):浸泡于柴油中72小时,体积膨胀率≤10%。
行业认证:优质胶管需通过MSHA(矿山安全认证)或DNV(船舶行业认证),确保在矿山、船舶等高风险场景的合规性。
三、典型应用场景与选型建议
高压喷砂胶管广泛应用于需高效表面处理的工业领域,不同场景需针对性选型:
- 船舶制造与维修:
- 需求:船体钢板除锈(Sa2.5级清洁度)、涂层预处理;
- 选型:选用钢丝增强型胶管(如30MPa压力等级),长度15~30m,搭配旋转接头以适应狭小舱室作业。
- 汽车制造与航空航天:
- 需求:铝合金件、复合材料表面喷砂强化;
- 选型:内层采用聚氨酯材质(耐磨性优于橡胶),外覆防静电层,避免火花风险。
- 石油化工管道维护:
- 需求:管道内壁清理(去除结焦、锈垢);
- 选型:需耐油、耐酸碱的NBR内层胶管,并配备快速接头(如Camlock)以提高换管效率。
选型原则:
- 压力匹配:喷砂机额定压力≤胶管工作压力的80%;
- 长度优化:每增加1m长度,压力损失约0.02MPa,需根据设备功率调整;
- 接头兼容性:优先选用通用标准(如ISO 7241-A型),降低维护成本。