旋转钻井软管作为油气钻探的关键部件,其生产过程需严格遵循行业标准(如API 7K、ISO 6802),涉及精密材料选择、多层复合结构成型及严格的质量控制。以下是其详细生产流程:
1. 原材料准备与预处理
胶料混炼:
内胶层:采用耐油性优异的丁腈橡胶(NBR)或氢化丁腈橡胶(HNBR),加入炭黑、防老剂等助剂,通过密炼机混炼至均匀。混炼温度控制在80~120℃,确保胶料达到门尼黏度(ML(1+4) 125℃)50~70。
外胶层:选用抗紫外线的氯丁橡胶(CR),添加抗臭氧剂和耐磨填料(如二氧化硅),混炼后胶料需静置24小时消除内应力。
增强材料处理:
高强度钢丝(抗拉强度≥2500 MPa)经磷酸盐涂层处理,增强与橡胶的粘合力,并通过合股机捻合成钢丝束,直径精度控制在±0.05mm。
2. 内胶层挤出成型
挤出工艺:
混炼胶料通过冷喂料挤出机,在90~110℃下挤出为管状内胶层。
内径精度控制:采用激光测径仪实时监测,公差范围±0.5mm。
内胶层厚度:根据软管规格(如6英寸/8英寸)调整,通常为3~5mm,确保耐磨损与抗渗透性。
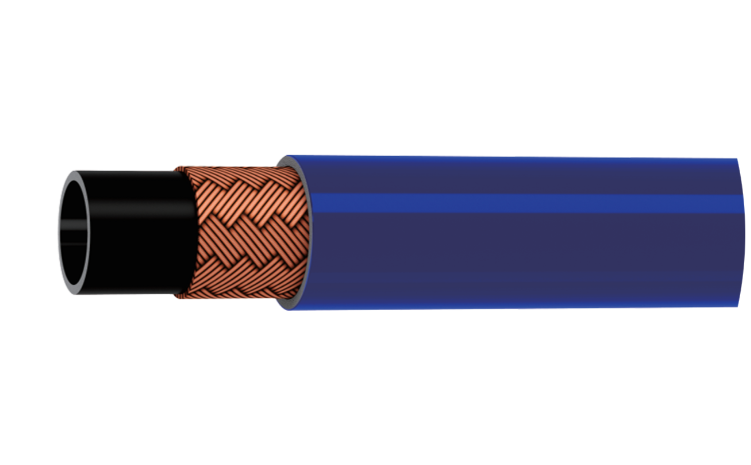
3. 增强层缠绕/编织
钢丝缠绕:
螺旋缠绕机:将预处理的钢丝束以±55°角螺旋缠绕于内胶层外表面,层数根据压力等级确定(如4层对应35 MPa,6层对应52 MPa)。
张力控制:每根钢丝张力保持200~300N,确保缠绕均匀无间隙。
导电层集成:在内胶层与增强层间嵌入铜丝(直径0.5~1mm,电阻≤0.1Ω/m),用于导出静电。
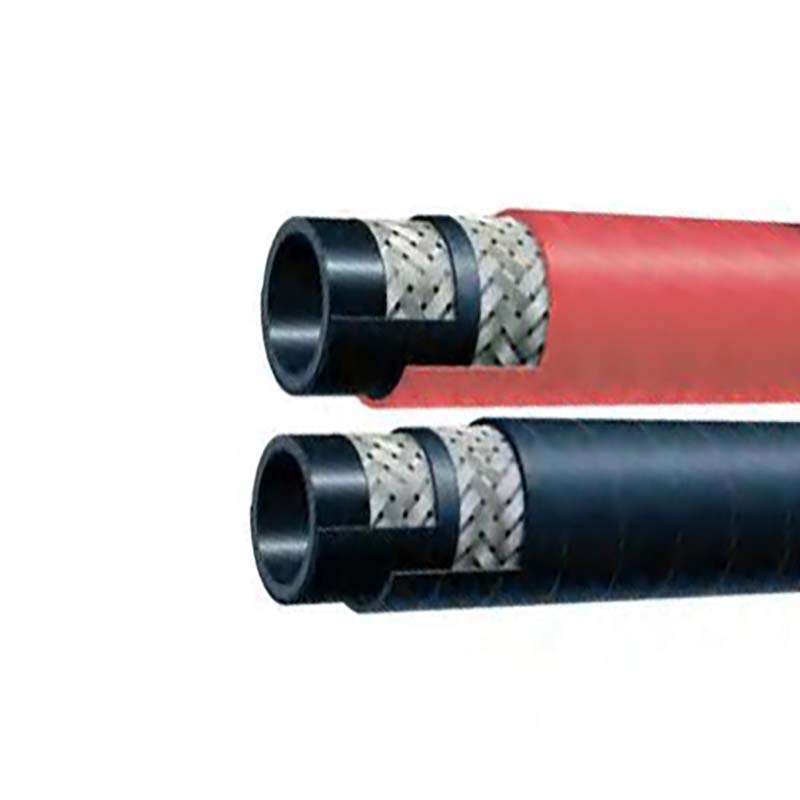
4. 外胶层包覆与成型
二次挤出:
在增强层外侧包覆氯丁橡胶外胶层,挤出温度100~130℃,厚度2~4mm。
表面处理:外胶层表面压制菱形花纹或包覆耐磨带(聚氨酯材质),提升抗机械磨损能力。
标识印刷:通过激光刻印或热转印标注软管型号、压力等级及生产批号。
5. 硫化工艺
连续硫化(CV):
软管进入硫化罐,在高温高压(150~160℃,蒸汽压力1.5~2.0 MPa)下硫化20~30分钟,使橡胶交联固化,各层紧密结合。
硫化曲线监控:实时记录温度-时间曲线,确保硫化程度达到90%以上(通过T90指标判定)。
分段硫化:超长软管(如单根30米以上)采用分段硫化,接口处重叠区域需额外加压确保粘合强度。
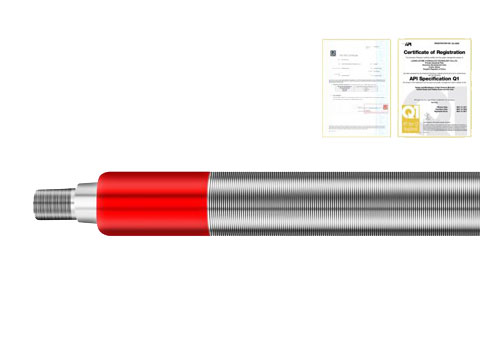
6. 法兰接头装配
接头选型:
根据API 7K标准选用锻造合金钢法兰(如AISI 4130),表面镀锌或喷涂环氧树脂防腐。
热硫化合模:
将法兰接头与软管端部放入模具,注入未硫化胶料,在140℃下加压硫化45分钟,形成无缝连接。
扭矩测试:装配后接头需通过40,000 N·m扭矩测试,无松动或泄漏。
7. 成品检测与质量控制
压力测试:
静压测试:充水加压至1.5倍工作压力(如52 MPa软管测试至78 MPa),保压3分钟无渗漏。
脉冲测试:按ISO 6802标准进行100万次压力循环(35 MPa→0 MPa),频率1 Hz,无裂纹或鼓包。
导电性能检测:测量接头间电阻,确保≤1Ω,满足防爆要求。
外观与尺寸检验:使用工业内窥镜检查内壁光滑度,卡尺测量各层厚度偏差(±0.3mm以内)。
8. 包装与存储
盘卷定型:软管以最小弯曲半径(1.5倍管径)盘绕在钢制卷筒上,避免永久变形。
防护包装:端部加盖塑料护套,外层缠绕防潮膜,并放入干燥剂。
仓储条件:存放于阴凉库房(温度-10~35℃,湿度≤60%),远离臭氧源。